
ಡಬಲ್-ಸೈಡೆಡ್ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳ ಮಾದರಿ ಪಿಸಿಬಿ ತಯಾರಕ

ಪಿಸಿಬಿ ಪ್ರಕ್ರಿಯೆ ಸಾಮರ್ಥ್ಯ
| ಇಲ್ಲ. | ಯೋಜನೆ | ತಾಂತ್ರಿಕ ಸೂಚಕಗಳು |
| 1 | ಪದರ | 1-60 (ಪದರ) |
| 2 | ಗರಿಷ್ಠ ಸಂಸ್ಕರಣಾ ಪ್ರದೇಶ | 545 x 622 ಮಿಮೀ |
| 3 | ಕನಿಷ್ಠ ಬೋರ್ಡ್ ದಪ್ಪ | 4(ಪದರ)0.40ಮಿಮೀ |
| 6(ಪದರ) 0.60ಮಿಮೀ | ||
| 8(ಪದರ) 0.8ಮಿಮೀ | ||
| 10(ಪದರ)1.0ಮಿಮೀ | ||
| 4 | ಕನಿಷ್ಠ ಸಾಲಿನ ಅಗಲ | 0.0762ಮಿಮೀ |
| 5 | ಕನಿಷ್ಠ ಅಂತರ | 0.0762ಮಿಮೀ |
| 6 | ಕನಿಷ್ಠ ಯಾಂತ್ರಿಕ ದ್ಯುತಿರಂಧ್ರ | 0.15ಮಿ.ಮೀ |
| 7 | ರಂಧ್ರ ಗೋಡೆಯ ತಾಮ್ರದ ದಪ್ಪ | 0.015ಮಿ.ಮೀ |
| 8 | ಲೋಹೀಕೃತ ದ್ಯುತಿರಂಧ್ರ ಸಹಿಷ್ಣುತೆ | ±0.05ಮಿಮೀ |
| 9 | ಲೋಹೀಕರಿಸದ ದ್ಯುತಿರಂಧ್ರ ಸಹಿಷ್ಣುತೆ | ±0.025ಮಿಮೀ |
| 10 | ರಂಧ್ರ ಸಹಿಷ್ಣುತೆ | ±0.05ಮಿಮೀ |
| 11 | ಆಯಾಮದ ಸಹಿಷ್ಣುತೆ | ±0.076ಮಿಮೀ |
| 12 | ಕನಿಷ್ಠ ಬೆಸುಗೆ ಸೇತುವೆ | 0.08ಮಿ.ಮೀ |
| 13 | ನಿರೋಧನ ಪ್ರತಿರೋಧ | 1E+12Ω (ಸಾಮಾನ್ಯ) |
| 14 | ಪ್ಲೇಟ್ ದಪ್ಪ ಅನುಪಾತ | 1:10 |
| 15 | ಉಷ್ಣ ಆಘಾತ | 288 ℃ (10 ಸೆಕೆಂಡುಗಳಲ್ಲಿ 4 ಬಾರಿ) |
| 16 | ವಿರೂಪಗೊಂಡಿದೆ ಮತ್ತು ಬಾಗಿದೆ | ≤0.7% |
| 17 | ವಿದ್ಯುತ್ ನಿರೋಧಕ ಶಕ್ತಿ | >1.3KV/ಮಿಮೀ |
| 18 | ಸ್ಟ್ರಿಪ್ಪಿಂಗ್-ನಿರೋಧಕ ಶಕ್ತಿ | 1.4N/ಮಿಮೀ |
| 19 | ಬೆಸುಗೆ ನಿರೋಧಕ ಗಡಸುತನ | ≥6H ≥6ಹೆಚ್ |
| 20 | ಜ್ವಾಲೆಯ ನಿರೋಧಕತೆ | 94ವಿ-0 |
| 21 | ಪ್ರತಿರೋಧ ನಿಯಂತ್ರಣ | ±5% |
ನಾವು ನಮ್ಮ ವೃತ್ತಿಪರತೆಯೊಂದಿಗೆ 15 ವರ್ಷಗಳ ಅನುಭವದೊಂದಿಗೆ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳ ಮೂಲಮಾದರಿ ಮಾಡುತ್ತೇವೆ.
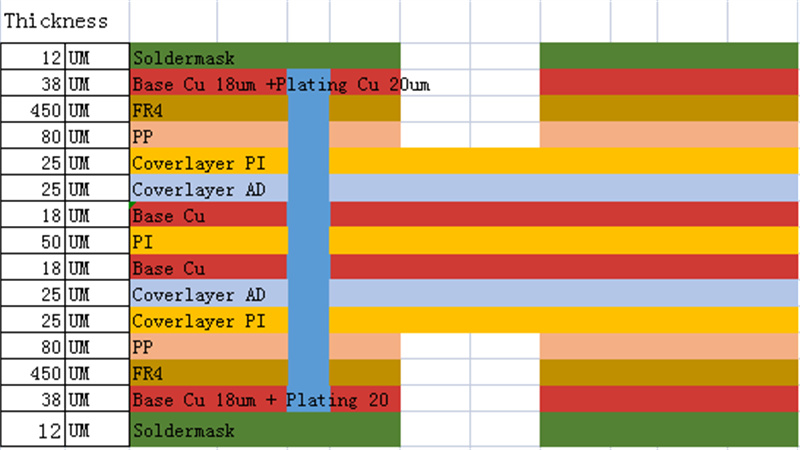
4 ಲೇಯರ್ ಫ್ಲೆಕ್ಸ್-ರಿಜಿಡ್ ಬೋರ್ಡ್ಗಳು
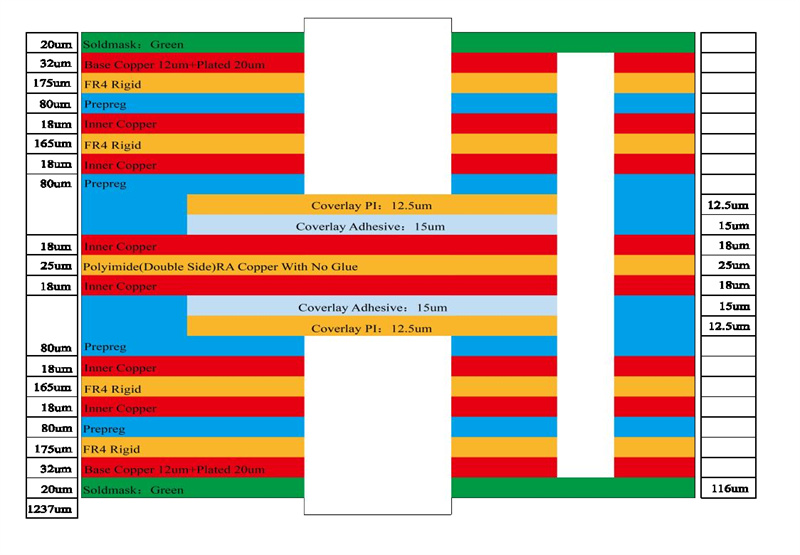
8 ಪದರದ ರಿಜಿಡ್-ಫ್ಲೆಕ್ಸ್ ಪಿಸಿಬಿಗಳು
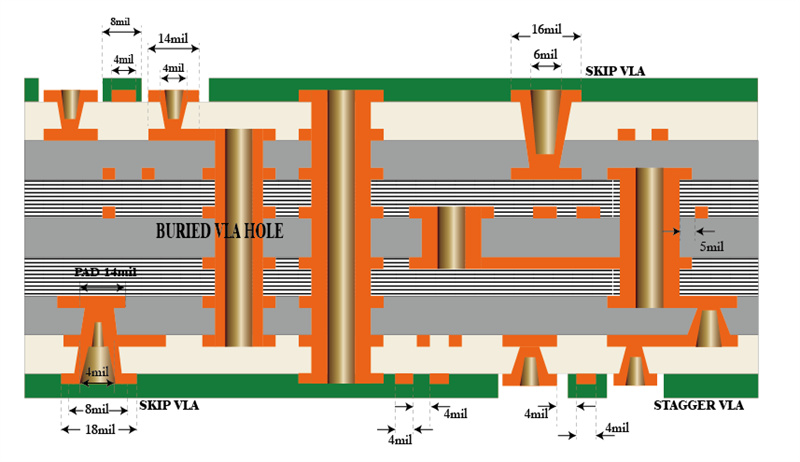
8 ಲೇಯರ್ HDI ಪ್ರಿಂಟೆಡ್ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳು
ಪರೀಕ್ಷೆ ಮತ್ತು ಪರಿಶೀಲನಾ ಸಲಕರಣೆಗಳು
ಸೂಕ್ಷ್ಮದರ್ಶಕ ಪರೀಕ್ಷೆ
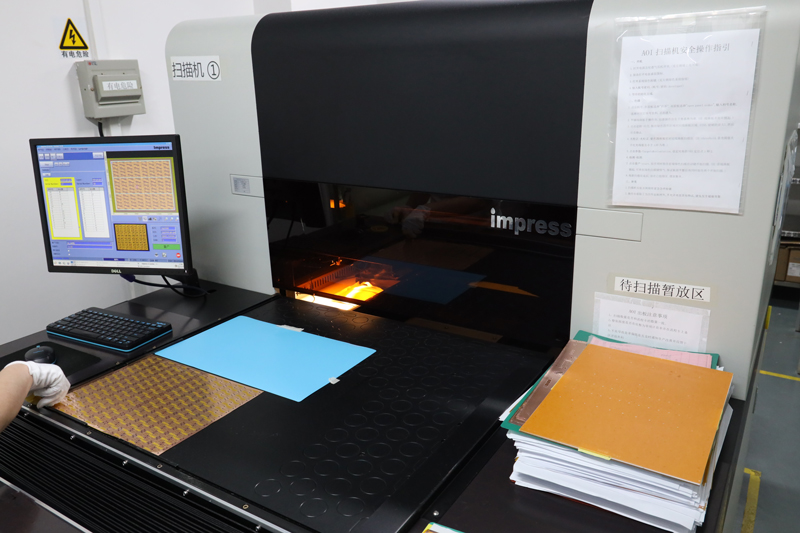
AOI ತಪಾಸಣೆ
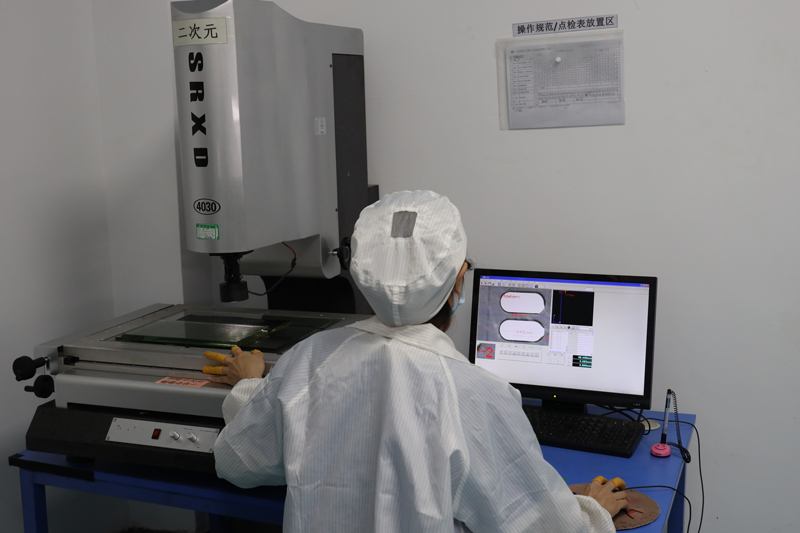
2D ಪರೀಕ್ಷೆ

ಪ್ರತಿರೋಧ ಪರೀಕ್ಷೆ
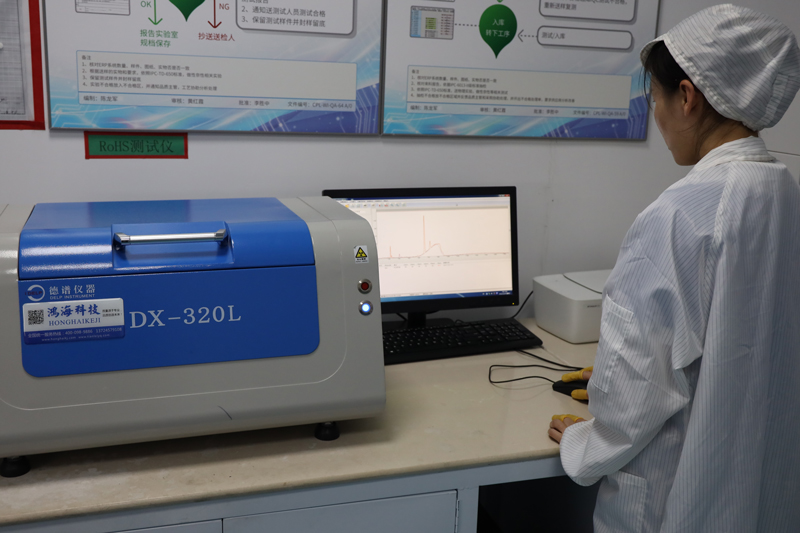
RoHS ಪರೀಕ್ಷೆ

ಫ್ಲೈಯಿಂಗ್ ಪ್ರೋಬ್
ಅಡ್ಡ ಪರೀಕ್ಷಕ
ಬಾಗುವ ಪರೀಕ್ಷೆ
ನಮ್ಮ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳ ಮೂಲಮಾದರಿ ಸೇವೆ
. ಪೂರ್ವ-ಮಾರಾಟ ಮತ್ತು ಮಾರಾಟದ ನಂತರದ ತಾಂತ್ರಿಕ ಬೆಂಬಲವನ್ನು ಒದಗಿಸಿ;
. 40 ಪದರಗಳವರೆಗೆ ಕಸ್ಟಮ್, 1-2 ದಿನಗಳು ತ್ವರಿತ ತಿರುವು ವಿಶ್ವಾಸಾರ್ಹ ಮೂಲಮಾದರಿ, ಘಟಕ ಸಂಗ್ರಹಣೆ, SMT ಜೋಡಣೆ;
. ವೈದ್ಯಕೀಯ ಸಾಧನ, ಕೈಗಾರಿಕಾ ನಿಯಂತ್ರಣ, ಆಟೋಮೋಟಿವ್, ವಾಯುಯಾನ, ಗ್ರಾಹಕ ಎಲೆಕ್ಟ್ರಾನಿಕ್ಸ್, IOT, UAV, ಸಂವಹನ ಇತ್ಯಾದಿಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ.
. ನಮ್ಮ ಎಂಜಿನಿಯರ್ಗಳು ಮತ್ತು ಸಂಶೋಧಕರ ತಂಡಗಳು ನಿಮ್ಮ ಅವಶ್ಯಕತೆಗಳನ್ನು ನಿಖರತೆ ಮತ್ತು ವೃತ್ತಿಪರತೆಯಿಂದ ಪೂರೈಸಲು ಸಮರ್ಪಿತವಾಗಿವೆ.




ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಡಬಲ್-ಸೈಡೆಡ್ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳನ್ನು ಹೇಗೆ ತಯಾರಿಸುವುದು?
1. ಬೋರ್ಡ್ ಅನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಿ: ಬೋರ್ಡ್ ವಿನ್ಯಾಸವನ್ನು ರಚಿಸಲು ಕಂಪ್ಯೂಟರ್-ಸಹಾಯದ ವಿನ್ಯಾಸ (CAD) ಸಾಫ್ಟ್ವೇರ್ ಬಳಸಿ. ವಿನ್ಯಾಸವು ಟ್ರೇಸ್ ಅಗಲ, ಅಂತರ ಮತ್ತು ಘಟಕ ನಿಯೋಜನೆ ಸೇರಿದಂತೆ ಎಲ್ಲಾ ವಿದ್ಯುತ್ ಮತ್ತು ಯಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ. ಸಿಗ್ನಲ್ ಸಮಗ್ರತೆ, ವಿದ್ಯುತ್ ವಿತರಣೆ ಮತ್ತು ಉಷ್ಣ ನಿರ್ವಹಣೆಯಂತಹ ಅಂಶಗಳನ್ನು ಪರಿಗಣಿಸಿ.
2. ಮೂಲಮಾದರಿ ತಯಾರಿಕೆ ಮತ್ತು ಪರೀಕ್ಷೆ: ಸಾಮೂಹಿಕ ಉತ್ಪಾದನೆಯ ಮೊದಲು, ವಿನ್ಯಾಸ ಮತ್ತು ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಮೌಲ್ಯೀಕರಿಸಲು ಮೂಲಮಾದರಿ ಫಲಕವನ್ನು ರಚಿಸುವುದು ನಿರ್ಣಾಯಕವಾಗಿದೆ. ಯಾವುದೇ ಸಂಭಾವ್ಯ ಸಮಸ್ಯೆಗಳು ಅಥವಾ ಸುಧಾರಣೆಗಳನ್ನು ಗುರುತಿಸಲು ಕಾರ್ಯಕ್ಷಮತೆ, ವಿದ್ಯುತ್ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ಯಾಂತ್ರಿಕ ಹೊಂದಾಣಿಕೆಗಾಗಿ ಮೂಲಮಾದರಿಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಪರೀಕ್ಷಿಸಿ.
3. ವಸ್ತು ಆಯ್ಕೆ: ನಿಮ್ಮ ನಿರ್ದಿಷ್ಟ ಬೋರ್ಡ್ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಸರಿಹೊಂದುವ ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ವಸ್ತುವನ್ನು ಆರಿಸಿ. ಸಾಮಾನ್ಯ ವಸ್ತು ಆಯ್ಕೆಗಳಲ್ಲಿ ತಲಾಧಾರಕ್ಕಾಗಿ FR-4 ಅಥವಾ ಹೆಚ್ಚಿನ-ತಾಪಮಾನದ FR-4, ವಾಹಕ ಕುರುಹುಗಳಿಗಾಗಿ ತಾಮ್ರ ಮತ್ತು ಘಟಕಗಳನ್ನು ರಕ್ಷಿಸಲು ಬೆಸುಗೆ ಹಾಕುವ ಮುಖವಾಡ ಸೇರಿವೆ.
4. ಒಳ ಪದರವನ್ನು ತಯಾರಿಸಿ: ಮೊದಲು ಬೋರ್ಡ್ನ ಒಳ ಪದರವನ್ನು ತಯಾರಿಸಿ, ಇದು ಹಲವಾರು ಹಂತಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
a. ತಾಮ್ರ ಲೇಪಿತ ಲ್ಯಾಮಿನೇಟ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ ಮತ್ತು ಒರಟಾಗಿ ಮಾಡಿ.
ಬಿ. ತಾಮ್ರದ ಮೇಲ್ಮೈಗೆ ತೆಳುವಾದ ಫೋಟೋಸೆನ್ಸಿಟಿವ್ ಡ್ರೈ ಫಿಲ್ಮ್ ಅನ್ನು ಅನ್ವಯಿಸಿ.
ಸಿ. ಅಪೇಕ್ಷಿತ ಸರ್ಕ್ಯೂಟ್ ಮಾದರಿಯನ್ನು ಹೊಂದಿರುವ ಛಾಯಾಗ್ರಹಣ ಉಪಕರಣದ ಮೂಲಕ ಫಿಲ್ಮ್ ಅನ್ನು ನೇರಳಾತೀತ (UV) ಬೆಳಕಿಗೆ ಒಡ್ಡಲಾಗುತ್ತದೆ.
d. ಸರ್ಕ್ಯೂಟ್ ಮಾದರಿಯನ್ನು ಬಿಟ್ಟು, ಒಡ್ಡಿಕೊಳ್ಳದ ಪ್ರದೇಶಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಫಿಲ್ಮ್ ಅನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ.
ಇ. ಹೆಚ್ಚುವರಿ ವಸ್ತುಗಳನ್ನು ತೆಗೆದುಹಾಕಲು, ಅಪೇಕ್ಷಿತ ಕುರುಹುಗಳು ಮತ್ತು ಪ್ಯಾಡ್ಗಳನ್ನು ಮಾತ್ರ ಬಿಟ್ಟು, ತೆರೆದ ತಾಮ್ರವನ್ನು ಎಚ್ಚಣೆ ಮಾಡಿ.
F. ವಿನ್ಯಾಸದಿಂದ ಯಾವುದೇ ದೋಷಗಳು ಅಥವಾ ವಿಚಲನಗಳಿಗಾಗಿ ಒಳ ಪದರವನ್ನು ಪರೀಕ್ಷಿಸಿ.
5. ಲ್ಯಾಮಿನೇಟ್ಗಳು: ಒಳಗಿನ ಪದರಗಳನ್ನು ಪ್ರಿಪ್ರೆಗ್ನೊಂದಿಗೆ ಪ್ರೆಸ್ನಲ್ಲಿ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಪದರಗಳನ್ನು ಬಂಧಿಸಲು ಮತ್ತು ಬಲವಾದ ಫಲಕವನ್ನು ರೂಪಿಸಲು ಶಾಖ ಮತ್ತು ಒತ್ತಡವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. ಯಾವುದೇ ತಪ್ಪು ಜೋಡಣೆಯನ್ನು ತಡೆಗಟ್ಟಲು ಒಳಗಿನ ಪದರಗಳನ್ನು ಸರಿಯಾಗಿ ಜೋಡಿಸಲಾಗಿದೆ ಮತ್ತು ನೋಂದಾಯಿಸಲಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.
6. ಕೊರೆಯುವಿಕೆ: ಘಟಕ ಜೋಡಣೆ ಮತ್ತು ಪರಸ್ಪರ ಸಂಪರ್ಕಕ್ಕಾಗಿ ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯಲು ನಿಖರವಾದ ಕೊರೆಯುವ ಯಂತ್ರವನ್ನು ಬಳಸಿ. ನಿರ್ದಿಷ್ಟ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ವಿಭಿನ್ನ ಗಾತ್ರದ ಡ್ರಿಲ್ ಬಿಟ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ರಂಧ್ರದ ಸ್ಥಳ ಮತ್ತು ವ್ಯಾಸದ ನಿಖರತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.
ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಡಬಲ್-ಸೈಡೆಡ್ ಸರ್ಕ್ಯೂಟ್ ಬೋರ್ಡ್ಗಳನ್ನು ಹೇಗೆ ತಯಾರಿಸುವುದು?
7. ಎಲೆಕ್ಟ್ರೋಲೆಸ್ ತಾಮ್ರದ ಲೇಪನ: ಎಲ್ಲಾ ತೆರೆದ ಆಂತರಿಕ ಮೇಲ್ಮೈಗಳಿಗೆ ತಾಮ್ರದ ತೆಳುವಾದ ಪದರವನ್ನು ಅನ್ವಯಿಸಿ. ಈ ಹಂತವು ಸರಿಯಾದ ವಾಹಕತೆಯನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆ ಮತ್ತು ನಂತರದ ಹಂತಗಳಲ್ಲಿ ಲೇಪನ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸುಗಮಗೊಳಿಸುತ್ತದೆ.
8. ಹೊರ ಪದರದ ಚಿತ್ರಣ: ಒಳ ಪದರದ ಪ್ರಕ್ರಿಯೆಯಂತೆಯೇ, ಹೊರಗಿನ ತಾಮ್ರದ ಪದರದ ಮೇಲೆ ದ್ಯುತಿಸಂವೇದಕ ಒಣ ಫಿಲ್ಮ್ ಅನ್ನು ಲೇಪಿಸಲಾಗುತ್ತದೆ.
ಮೇಲಿನ ಫೋಟೋ ಉಪಕರಣದ ಮೂಲಕ ಅದನ್ನು UV ಬೆಳಕಿಗೆ ಒಡ್ಡಿ ಮತ್ತು ಸರ್ಕ್ಯೂಟ್ ಮಾದರಿಯನ್ನು ಬಹಿರಂಗಪಡಿಸಲು ಫಿಲ್ಮ್ ಅನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಿ.
9. ಹೊರ ಪದರದ ಎಚ್ಚಣೆ: ಹೊರ ಪದರದ ಮೇಲಿನ ಅನಗತ್ಯ ತಾಮ್ರವನ್ನು ಕೆತ್ತಿ, ಅಗತ್ಯವಿರುವ ಕುರುಹುಗಳು ಮತ್ತು ಪ್ಯಾಡ್ಗಳನ್ನು ಬಿಡುವುದು.
ಯಾವುದೇ ದೋಷಗಳು ಅಥವಾ ವಿಚಲನಗಳಿಗಾಗಿ ಹೊರ ಪದರವನ್ನು ಪರಿಶೀಲಿಸಿ.
10. ಬೆಸುಗೆ ಹಾಕುವ ಮಾಸ್ಕ್ ಮತ್ತು ಲೆಜೆಂಡ್ ಪ್ರಿಂಟಿಂಗ್: ಕಾಂಪೊನೆಂಟ್ ಆರೋಹಣಕ್ಕಾಗಿ ಪ್ರದೇಶವನ್ನು ಬಿಡುವಾಗ ತಾಮ್ರದ ಕುರುಹುಗಳು ಮತ್ತು ಪ್ಯಾಡ್ಗಳನ್ನು ರಕ್ಷಿಸಲು ಬೆಸುಗೆ ಹಾಕುವ ಮಾಸ್ಕ್ ವಸ್ತುವನ್ನು ಅನ್ವಯಿಸಿ. ಘಟಕ ಸ್ಥಳ, ಧ್ರುವೀಯತೆ ಮತ್ತು ಇತರ ಮಾಹಿತಿಯನ್ನು ಸೂಚಿಸಲು ಮೇಲಿನ ಮತ್ತು ಕೆಳಗಿನ ಪದರಗಳಲ್ಲಿ ಲೆಜೆಂಡ್ಗಳು ಮತ್ತು ಮಾರ್ಕರ್ಗಳನ್ನು ಮುದ್ರಿಸಿ.
11. ಮೇಲ್ಮೈ ತಯಾರಿ: ತೆರೆದ ತಾಮ್ರದ ಮೇಲ್ಮೈಯನ್ನು ಆಕ್ಸಿಡೀಕರಣದಿಂದ ರಕ್ಷಿಸಲು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಬಹುದಾದ ಮೇಲ್ಮೈಯನ್ನು ಒದಗಿಸಲು ಮೇಲ್ಮೈ ತಯಾರಿಕೆಯನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ. ಆಯ್ಕೆಗಳಲ್ಲಿ ಬಿಸಿ ಗಾಳಿಯ ಲೆವೆಲಿಂಗ್ (HASL), ಎಲೆಕ್ಟ್ರೋಲೆಸ್ ನಿಕಲ್ ಇಮ್ಮರ್ಶನ್ ಗೋಲ್ಡ್ (ENIG), ಅಥವಾ ಇತರ ಸುಧಾರಿತ ಪೂರ್ಣಗೊಳಿಸುವಿಕೆಗಳು ಸೇರಿವೆ.
12. ರೂಟಿಂಗ್ ಮತ್ತು ಫಾರ್ಮಿಂಗ್: ಪಿಸಿಬಿ ಪ್ಯಾನೆಲ್ಗಳನ್ನು ರೂಟಿಂಗ್ ಯಂತ್ರ ಅಥವಾ ವಿ-ಸ್ಕ್ರೈಬಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಬಳಸಿಕೊಂಡು ಪ್ರತ್ಯೇಕ ಬೋರ್ಡ್ಗಳಾಗಿ ಕತ್ತರಿಸಲಾಗುತ್ತದೆ.
ಅಂಚುಗಳು ಸ್ವಚ್ಛವಾಗಿವೆಯೆ ಮತ್ತು ಆಯಾಮಗಳು ಸರಿಯಾಗಿವೆಯೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.
13. ವಿದ್ಯುತ್ ಪರೀಕ್ಷೆ: ತಯಾರಿಸಿದ ಬೋರ್ಡ್ಗಳ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ಸಮಗ್ರತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ನಿರಂತರತೆ ಪರೀಕ್ಷೆ, ಪ್ರತಿರೋಧ ಮಾಪನಗಳು ಮತ್ತು ಪ್ರತ್ಯೇಕತೆಯ ಪರಿಶೀಲನೆಗಳಂತಹ ವಿದ್ಯುತ್ ಪರೀಕ್ಷೆಗಳನ್ನು ಮಾಡಿ.
14. ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಮತ್ತು ಪರಿಶೀಲನೆ: ಮುಗಿದ ಬೋರ್ಡ್ಗಳನ್ನು ಶಾರ್ಟ್ಸ್, ಓಪನ್ಗಳು, ತಪ್ಪು ಜೋಡಣೆಗಳು ಅಥವಾ ಮೇಲ್ಮೈ ದೋಷಗಳಂತಹ ಯಾವುದೇ ಉತ್ಪಾದನಾ ದೋಷಗಳಿಗಾಗಿ ಸಂಪೂರ್ಣವಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ಸಂಕೇತಗಳು ಮತ್ತು ಮಾನದಂಡಗಳ ಅನುಸರಣೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಜಾರಿಗೊಳಿಸಿ.
15. ಪ್ಯಾಕಿಂಗ್ ಮತ್ತು ಶಿಪ್ಪಿಂಗ್: ಬೋರ್ಡ್ ಗುಣಮಟ್ಟದ ತಪಾಸಣೆಯಲ್ಲಿ ಉತ್ತೀರ್ಣರಾದ ನಂತರ, ಶಿಪ್ಪಿಂಗ್ ಸಮಯದಲ್ಲಿ ಹಾನಿಯಾಗದಂತೆ ಅದನ್ನು ಸುರಕ್ಷಿತವಾಗಿ ಪ್ಯಾಕ್ ಮಾಡಲಾಗುತ್ತದೆ.
ಬೋರ್ಡ್ಗಳನ್ನು ನಿಖರವಾಗಿ ಟ್ರ್ಯಾಕ್ ಮಾಡಲು ಮತ್ತು ಗುರುತಿಸಲು ಸರಿಯಾದ ಲೇಬಲಿಂಗ್ ಮತ್ತು ದಸ್ತಾವೇಜನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.







